Engineering a highly precise custom medical ABS enclosure requires strict control over thermodynamic and mechanical variables during the injection molding process. At Zhongrongda, our engineering team regularly encounters complex geometrical demands that push the limits of single-shot molding.
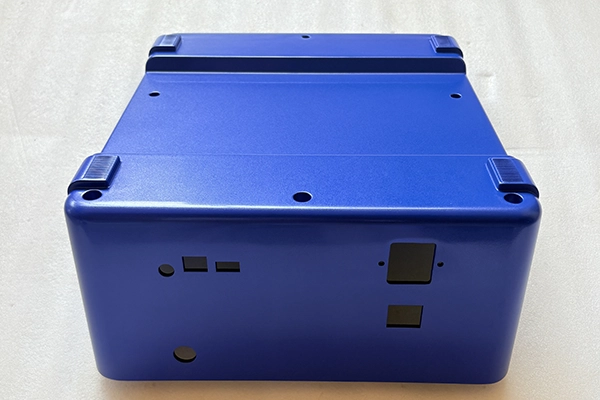
When producing an ABS shell with dimensions of Length: 295mm, Width: 330mm, and Height: 140mm, standard processing parameters will inevitably fail.
This article details the specific process parameters, tooling adjustments, and troubleshooting methodologies we deploy to resolve structural and cosmetic defects in large-format medical housings. If your current project is facing high scrap rates, submit your CAD files to our team for an immediate manufacturability analysis.
Core Process Overview for Medical Device Housing Manufacturing
Our production protocol utilizes a single-shot ABS plastic injection molding process. We form the main shell geometry, internal mounting holes, structural ribs, and assembly bosses simultaneously within a single mold cavity.
While this reduces secondary assembly operations, it introduces severe rheological challenges. The melt flow must navigate a massive surface area while filling microscopic rib features before freezing.
Achieving this requires precise equilibrium between melt temperature, injection pressure, and mold cooling rates. We frequently validate these designs using our advanced Rapid Prototyping services to test initial structural integrity before cutting tool steel.
Analyzing and Solving Thin-Wall Injection Molding Defects
Challenge 1: Dimensional Control and Injection Molded Enclosure Warpage
The sheer size of this part (295mm x 330mm x 140mm) combined with its thin-wall box structure creates an extreme risk for dimensional instability.
- The Problem: During the cooling phase, the large flat sections cool at a different rate than the corners and ribbed areas.
- The Mechanism: This uneven shrinkage generates internal thermal stresses, inevitably leading to severe warpage, wall bowing, and localized sink marks.
- The Assembly Impact: A warped 330mm edge will instantly fail mating tolerance checks, rendering the enclosure useless for sealing medical internal components.
The Zhongrongda Solution: We discard traditional straight-line cooling channels in favor of conformal cooling layouts. Our mold designers route water lines equidistant from the cavity surface, matching the complex topography of the 140mm deep draw.
By maintaining a strict mold temperature gradient (ΔT < 3°C across the cavity), we force the ABS polymer chains to freeze uniformly. Furthermore, we implement a multi-stage packing pressure profile, holding higher pressure exclusively during the gate-freeze window.
Need to eliminate warpage on your large panel parts? Contact our mold design engineers today to review your cooling layouts.
Challenge 2: Feature Consistency in ABS Plastic Enclosure Molding
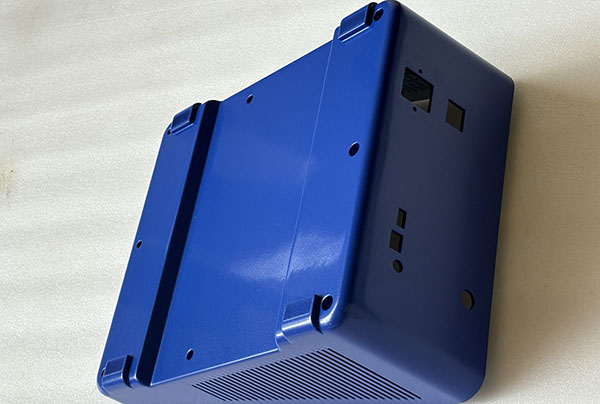
Modern medical enclosures require dozens of integrated features. Our subject part features multiple round holes, rectangular cutouts, and threaded brass insert bosses distributed across the main face.
- The Problem: Forcing polymer melt around core pins creates weld lines behind the pins and leads to core deflection under high injection pressure.
- The Defect: This results in eccentric holes, heavy flash at the parting lines, and severe sink marks on the cosmetic face opposite the internal bosses.
The Zhongrongda Solution: We engineer our core pins from high-rigidity beryllium copper to resist deflection while accelerating localized heat transfer.
- We taper the base of internal bosses to a maximum of 60% of the nominal wall thickness, physically preventing sink marks on the Class-A surface.
- To guarantee parting line precision and zero flash, we utilize high-speed CNC Machining to cut the mold inserts to a tolerance of ±0.005mm.
- This extreme machining accuracy ensures a tight shut-off, keeping the plastic exactly where it belongs.
Challenge 3: Eliminating Flaws on Medical Equipment Plastic Parts
Large cosmetic surfaces are highly unforgiving. A 295mm x 330mm flat expanse acts like a mirror for injection defects.
- The Problem: The melt front loses temperature as it travels the 330mm length, causing flow marks, dull spots, and pronounced weld lines where melt fronts converge.
- The Defect: Furthermore, moisture in the resin or trapped gas causes silver streaking, while the sharp internal corners experience short shots due to pressure drops.
The Zhongrongda Solution: First, we establish strict material handling protocols, drying the ABS resin to a moisture content below 0.02% based on established ABS plastic properties and applications.
Next, we implement a sequential valve gating system. By opening the hot runner drops in a timed sequence, we push a single, continuous melt front across the entire 295mm span.
This entirely eliminates weld lines on the primary cosmetic face. For the corners, we inject at high velocity to generate shear heating, reducing viscosity just enough to pack out the sharp edges before the material solidifies.
These exact surface control techniques are why clients consistently choose our dedicated Medical Device Enclosure production lines.
Challenge 4: Complex Venting and Runner System Architecture
Moving the required volume of ABS plastic to fill this large enclosure in under 3 seconds requires massive injection pressure.
- The Problem: Air trapped inside the deep 140mm cavity must escape faster than the plastic enters.
- The Defect: If the mold lacks adequate venting, the compressed air superheats, causing diesel burns (black scorch marks) on the plastic and pitting the tool steel.
- The Runner Issue: A poorly balanced runner will over-pack the center while starving the perimeter.
The Zhongrongda Solution: We rely on extensive Moldflow simulation to identify exact end-of-fill locations. At these precise coordinates, we machine porous steel inserts and micro-venting grooves (0.015mm deep) that allow gas to escape without leaking plastic.
We utilize a fully balanced, rheologically optimized hot runner system. This ensures uniform cavity pressure at every gate, eliminating the pressure spikes that cause stress-cracking in the final ABS part.
Challenge 5: Structural Integrity vs. Wall Thickness Balancing
Designing this enclosure requires a delicate balance. Medical equipment must survive drop tests, meaning the corners and mounting points undergo immense stress.
- The Problem: Thickening the walls to increase strength directly increases cooling time and causes massive shrinkage voids.
- The Defect: Thinning the walls creates flow restrictions, leading to premature freezing and brittle, high-stress components.
The Zhongrongda Solution: We maintain a strict nominal wall thickness of 2.5mm across the entire 295mm x 330mm profile. Instead of thickening walls for strength, we engineer complex lattice ribbing in the hidden internal sections.
- We apply a 0.5-degree draft angle to all structural ribs to ensure smooth ejection without dragging or stress-whitening.
- We radius all internal corners to a minimum of R0.5, eliminating the sharp geometry that acts as a catalyst for stress fractures.
- We apply these same rigorous structural principles when manufacturing Beauty Device Enclosures, ensuring maximum durability with minimal weight.
Struggling to balance strength and aesthetics in your design? Send our engineering team your 3D model for a comprehensive structural wall-thickness review.
4. Frequently Asked Questions (FAQs)
1. How do you prevent warpage in a custom medical ABS enclosure? We prevent warpage by utilizing conformal cooling channels within the mold design. This ensures the entire 295mm x 330mm x 140mm geometry cools at the exact same rate. We also fine-tune holding pressures to minimize internal thermal stress during the solidification phase.
2. What causes sink marks on medical equipment plastic parts? Sink marks occur when internal features, like screw bosses or thick structural ribs, cool slower than the outer wall. As the thicker internal plastic shrinks, it pulls the outer surface inward. We solve this by keeping boss base thicknesses below 60% of the nominal wall thickness.
3. Why is ABS plastic ideal for medical device housing manufacturing? ABS plastic offers an exceptional balance of impact resistance, dimensional stability, and surface finish capabilities. It is highly machinable, reacts well to injection molding for complex geometries, and easily accepts secondary finishes like matte painting or EMI shielding required for medical equipment.
4. How does runner design affect thin-wall injection molding defects? An unbalanced runner system delivers plastic at different pressures and temperatures to different parts of the cavity. This causes uneven packing, resulting in severe injection molded enclosure warpage and short shots. We use hot runner systems to guarantee uniform cavity pressure.
5. What is the typical wall thickness for an ABS medical enclosure? For large housings like our 295mm x 330mm example, we recommend a nominal wall thickness between 2.5mm and 3.0mm. This thickness provides enough internal space for the melt flow to reach the extremities while remaining thin enough to cool quickly and resist sinking.
6. How do you ensure precise hole alignment in large ABS parts? We achieve exact hole alignment by machining our mold core pins from highly rigid materials like beryllium copper using precision 5-axis milling. We also support long pins within the mold base to prevent any deflection when the high-pressure plastic melt hits them.
7. Can you achieve a uniform matte finish on large flat ABS panels? Yes. Achieving a uniform finish on a large 330mm span requires keeping the mold temperature perfectly consistent and injecting the melt at a highly controlled velocity. This prevents flow lines and glass-fiber floating, ensuring the molded surface matches the tool’s textured finish perfectly.
8. How does mold venting prevent burn marks on ABS enclosures? During high-speed injection, the air inside the cavity compresses rapidly. If it cannot escape, it superheats and literally burns the leading edge of the plastic. We engineer micro-vents (0.015mm deep) at the exact end-of-fill locations to evacuate this gas safely.
9. Do you offer prototyping before full ABS plastic enclosure molding? Absolutely. We strongly recommend our rapid prototyping services to validate the form, fit, and structural ribbing of your enclosure before investing in steel tooling. This allows us to catch potential assembly interferences and wall-thickness issues early in the design phase.
10. What are the dimensional tolerances for a 295x330x140mm medical part? For an ABS part of this massive scale, holding extreme tolerances is challenging due to volumetric shrinkage. However, through scientific molding practices and rigid mold construction, we consistently hold critical-to-function mating dimensions within ±0.15mm to guarantee seamless final assembly.
5. Bottom CTA
Ready to optimize your custom medical ABS enclosure for flawless manufacturing? Our engineering team is ready to review your CAD files and eliminate your molding defects.
Email: info@zrdmfg.com Phone: +86 13972955806






